Šiuolaikinės naujos energetinės transporto priemonės palaipsniui sunkiai dirba projektavimo procese, iš kurių vienas iš jų yra automobilių rago tinklas, tradicinis metalinio automobilio rago tinklas turi grubius išvaizdos reikalavimus, o tinklelio reikalavimai nėra per griežti, todėl perdirbtas tinklelis yra palyginti didelis, tarpai yra platus, šis procesas yra mažas apdorojimo išlaidas, greitą greitį, paprastą personalo išdėstymą, „Disadvantage“ yra tas, kad mesh yra didesnis, o ne. Didelės pelėsio išlaidos verčia daugelį perdirbimo gamintojų laukia, kol slyva numalšins troškulį.
The oforto procesasPriims cheminio ėsdinimo skysčių apdorojimo metodą, kuris gali sujungti štampavimo ir lazerio pranašumus ir apdoroti ypač ploną medžiagą vienodu tinkleliu, be šurmulio, be garbanojimo ir vertikalios skylių sienos. Sudėtingą automobilio rago tinklo produktų formą taip pat galima išgraviruoti be papildomų išlaidų, sklandžiai ir vienodai be šurmulio, o lygumas yra mažesnis nei 0,02.
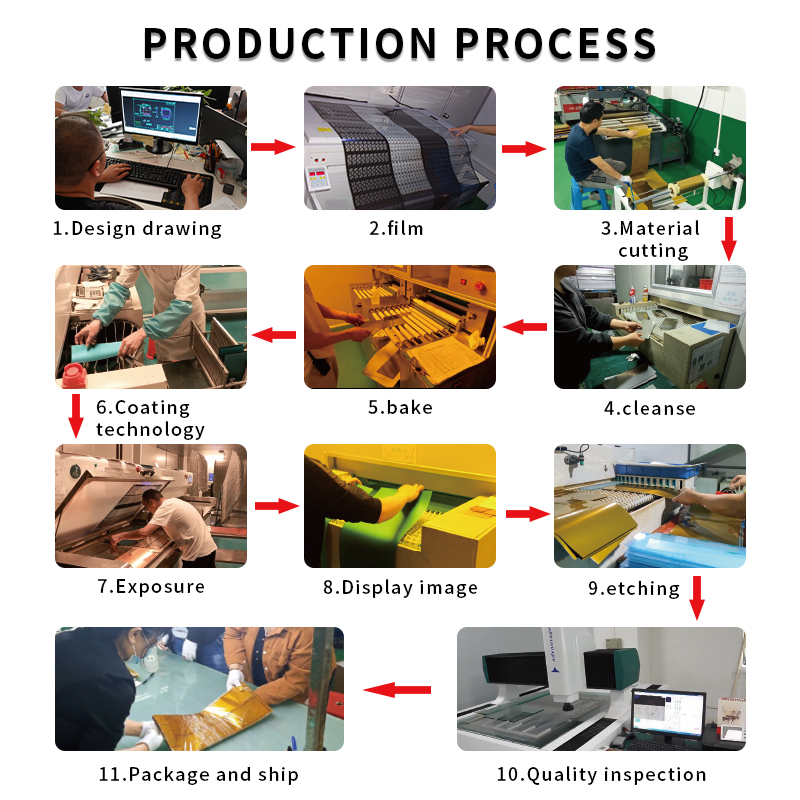
Pirmasis žingsnis, norint nustatyti medžiagą, nerūdijantis plienas yra viena iš dažniausiai naudojamų medžiagų, nes yra geras atsparumas korozijai ir stiprumui, tinkamas gaminti automobilių rago tinklo dangą. Gaminant automobilio rago tinklo dangą, metalinį substratą pirmiausia reikia kruopščiai išvalyti, kad būtų pašalinta aliejus ir priemaišos ant paviršiaus ir užtikrintų vėlesnio proceso kokybę. Kitas žingsnis yra pritaikyti jautrumą fotostrumą, po to, kai substratas bus išvalytas, metalo paviršiui reikia tolygiai pritaikyti fotosteilinio rašalo sluoksnį, kuris sukietins ekspozicijos proceso metu, kad sudarytų apsauginį sluoksnį. Kitas žingsnis yra ekspozicija, kai suprojektuota plėvelė dedama iš abiejų metalo pusių, padengtų fotostrumo rašalu, ir veikiama ultravioletinės šviesos, kad plėvelės modelis būtų perkeltas į metalinį paviršių. Po ekspozicijos metalinė plokštė yra sukurta ir pašalinamas neatleidžiamas fotos jautrus rašalas, atidengiantis apatinę metalinę dalį ir paruošiant ją ėsdinimui.
Toliau ateina cheminė korozija, kuri naudoja specifinį cheminio ėsdinimo tirpalą, kad būtų išgraviruota apversta metalo dalis, kad būtų sudarytas norimas tinklo modelis. Šis procesas pasiekia aukštą tikslumą ir išvengia lazerio ar antspaudo trūkumų. Paprastai jis baigtas profesionalia ėsdinimo įranga, o visas įrodymo proceso ciklas yra maždaug 5–7 dienas. Paskutinis šlifavimo ir purškimo procesas: baigusofortas, būtina šlifuoti tinklo dangą, kad būtų pašalintos urvos ir pagerinti išvaizdos kokybę; Tada jis purškiamas siekiant padidinti atsparumą korozijai ir estetikai.
Progresuojant mokslui ir technologijoms, garsiakalbio tinklo dangos gamybos procesas vystosi didesnio tikslumo, lengvesnio svorio ir geresnės išvaizdos kryptimi.
 English
English  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик